




Mengejar Sistem servo Pisau di Peralatan Otomasi Konstruksi


Pengenalan Produk:
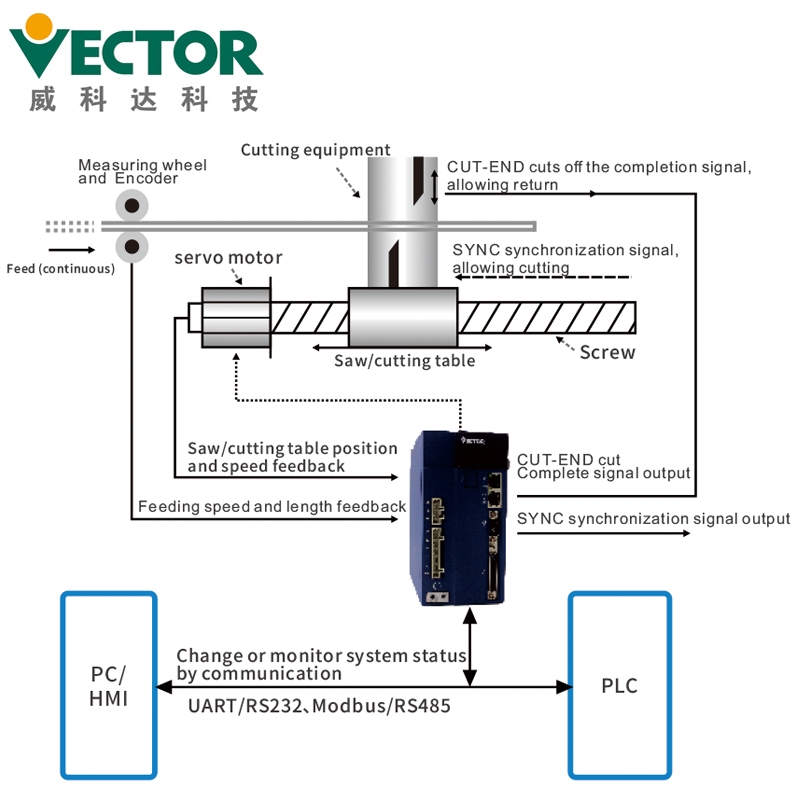
Servo khusus pengejaran VEC-VCF berisi fungsi kontrol pemotongan pengejaran otomatis.Dengan kecepatan pengumpanan bahan yang diproses, kecepatan maju meja gergaji dikontrol secara otomatis.Ketika panjang yang ditetapkan tercapai, ia memasuki zona sinkronisasi dan mengirimkan sinyal pemotongan untuk diproses. Setelah objek digergaji, sinyal penyelesaian pemotongan dikeluarkan, dan meja gergaji dengan cepat kembali ke asalnya untuk mempersiapkan pemotongan berikutnya.Produk ini cocok untuk: semua jenis batang, pipa, pemasangan panjang profil yang diekstrusi, pengisian/injeksi, dan peralatan pemrosesan khusus lainnya yang perlu bergerak dengan benda kerja.
Fitur Produk:
1. Secara otomatis menemukan asal mekanis (metode koordinat absolut);
2. Joging maju dan mundur, tentukan asal mesin secara sewenang-wenang (metode koordinat relatif);
3. Fungsi akselerasi kurva-S yang secara otomatis melacak kecepatan umpan jalur utama
dan menghitung preload
4. Dalam proses akselerasi kurva S, kompensasi torsi juga dapat digunakan untuk menyinkronkan dan mengurangi kesalahan pemotongan dengan cepat;
5. Kurva S empat segmen (akselerasi/deselerasi maju, akselerasi/deselerasi mundur), dapat diatur secara individual;
6. Kenali Tanda Cetak dan perbaiki panjang pemotongan secara otomatis;
7. Menyediakan pengaturan Mark-Window untuk mencetak tanda baca guna meningkatkan kemampuan pengenalan Tanda;
8. Fungsi manajemen pesanan, empat grup pesanan dapat dialihkan sesuka hati.
Rincian Produk:




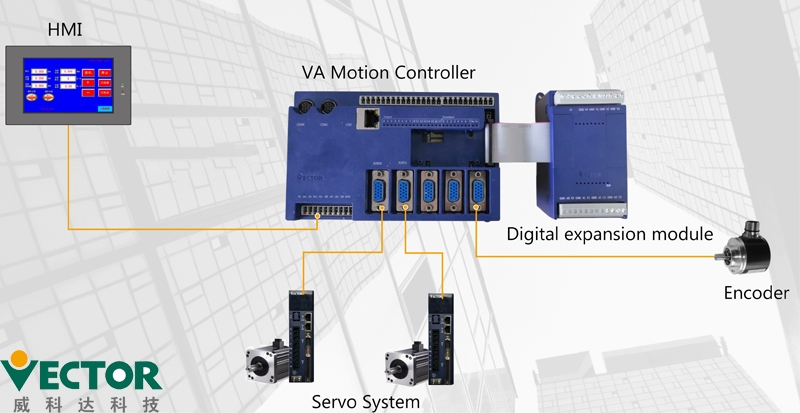
Bagian kontrol:
Pengontrol gerak: VEC-VA-MP-005MA
Modul ekspansi IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
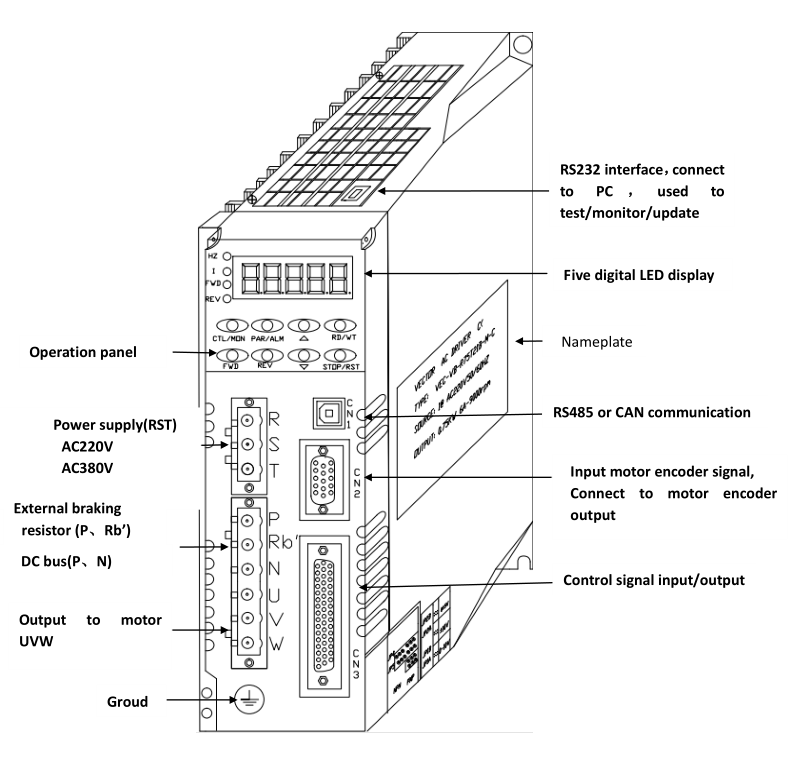
Bagian penggerak servo: Pengemudi servo traksi: VEC-VC-022H33D-M-CA
Membungkuk driver servo: VEC-VC-02733H-ME
Bagian Motor Servo: Motor servo traksi: 200FMB-01520E33F-MF2IA
Membungkuk motor servo: 180ME-4R415A33F-MF2K
Performa Peralatan:
Mesin pelengkung melingkar mengadopsi pengontrol gerak VA sebagai pengontrol, yang memiliki respons tinggi dan siklus pemindaian
Minimumnya adalah 1ms, seluruh tindakan pemrosesan lembut, dan dampaknya pada mesin lebih sedikit.Kontrol membuat
Pre-feeding dan pre-bending dapat secara efektif mengurangi waktu pemrosesan yang sesuai.Ambil 200*200 sanggurdi sebagai contoh,
Pengukuran aktual dapat diselesaikan hanya dalam 3,3 detik, mencapai lebih dari 18 per menit, dan efisiensi dibandingkan dengan versi PLC-urutan 4 detik telah berkurang secara signifikan